




First op done on one of the two pieces. The two halves or pieces are not identical. Since the Kawasaki rim I'm using is not symmetrical about the center these inserts had to be slightly different.

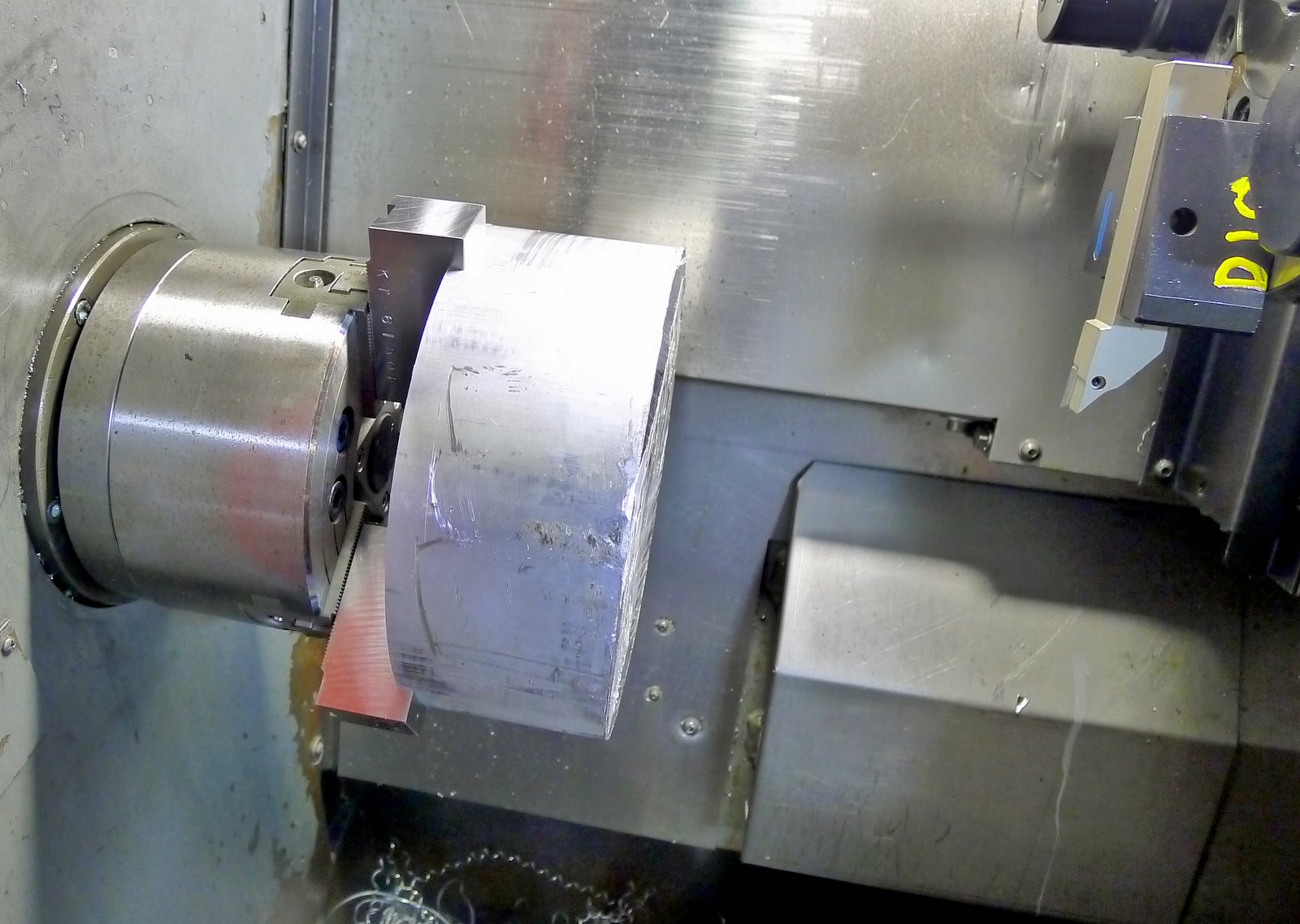
6061 Aluminum is stringy stuff. you have to really push the cutting tool hard to get it to chip properly. the problem I had was that this is a relatively small lathe and a workpiece that diameter has a lot of leverage on the spindle and spindle motor. I was nearly maxing out the horsepower of my machine at the outer diameters. I suppose I could have taken less deep of a cut.
 One piec, first op done. Next op is done in the mill.
One piec, first op done. Next op is done in the mill.
 Drilled and Tapped (6mm X 1.0mm in 12 places) The other pieces just gets drilled and counter-bored. After that the pieces are contoured to shape.
Drilled and Tapped (6mm X 1.0mm in 12 places) The other pieces just gets drilled and counter-bored. After that the pieces are contoured to shape.

Machining The right hub insert.
 The finished Pieces
The finished Pieces
 The Finished pieces with the hub assembly and bearing.
The Finished pieces with the hub assembly and bearing.
 Bearing Installed.
Bearing Installed.
 Hub Inserted
Hub Inserted
 Complete Assembly. It's actually a lot lighter than it looks.
Complete Assembly. It's actually a lot lighter than it looks.


Machining The right hub insert.











